1. Umqondo we-diamond surface coating
I-Diamond surface coating, ibhekisela ekusetshenzisweni kobuchwepheshe bokwelapha obungaphezulu endaweni yedayimane embozwe ungqimba lwenye ifilimu yezinto ezibonakalayo. Njengento yokumboza, ngokuvamile insimbi (kuhlanganise nengxubevange), njengethusi, i-nickel, i-titanium, i-molybdenum, i-copper tin titanium alloy, i-nickel cobalt alloy, i-nickel cobalt phosphorus alloy, njll; izinto zokumboza nezinye izinto ezingezona ezensimbi, njenge-ceramics, i-titanium carbide, i-titanium ammonia nezinye izinhlanganisela zezinto eziqinile eziphikisayo. Lapho impahla yokumboza iyinsimbi, ingabizwa nangokuthi i-diamond surface metalation.
Inhloso yokumboza indawo engaphezulu ukunikeza izinhlayiya zedayimane ngezakhiwo ezikhethekile zomzimba namakhemikhali, ukuze kuthuthukiswe ukusebenza kwazo. Isibonelo, ukusetshenziswa kwesondo lokugaya i-diamond abrasive resin ehlanganiswe phezulu, impilo yayo yesevisi inwetshiwe kakhulu.
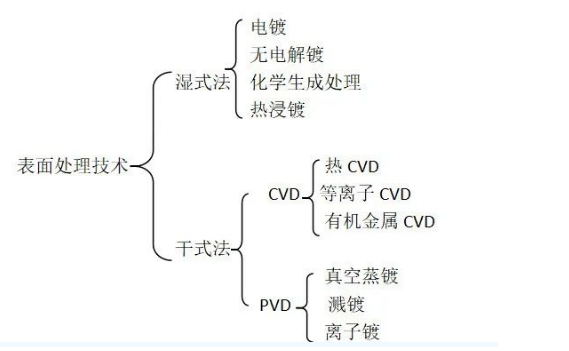
2. Ukuhlukaniswa kwendlela yokwemboza indawo
Ukuhlukaniswa kwezindlela zokwelashwa kwendawo yezimboni bheka isibalo esingezansi, esisetshenziswe empeleni ngendlela yokunamathela engaphezulu eqinile, ethandwa kakhulu ikakhulukazi ukucwecwa kwamakhemikhali amanzi (akukho ukucwenga kwe-electrolysis) kanye nokucwenga, ukucwenga okomile (okubuye kwaziwe ngokuthi i-vacuum plating) kukhemikhali yokubeka umhwamuko (CVD) kanye nokubeka umhwamuko obonakalayo (PVD), okuhlanganisa indlela yokwenza uketshezi lwe-vacuum sintering metal.
3. Ukujiya kwe-Plating kumelela indlela
Ngenxa yokuthi ukushuba okunamathelayo kobuso bezinhlayiya ze-abrasive yedayimane kunzima ukunquma ngokuqondile, kuvame ukuvezwa njengenzuzo yesisindo (%). Kunezindlela ezimbili zokumelela ukuzuza isisindo:
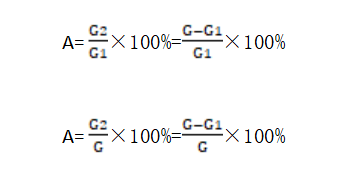
Lapho u-A ethola isisindo (%); I-G1 isisindo sokugaya ngaphambi kokucwenga; I-G2 isisindo sokumboza; U-G uyisamba sesisindo (G=G1 + G2)
4. Umthelela we-diamond surface coating ekusebenzeni kwethuluzi ledayimane
Ethuluzini ledayimane elenziwe nge-Fe, Cu, Co kanye ne-Ni, izinhlayiya zedayimane zingashumekwa kuphela ngokumshini ku-matrix ye-ejenti ebophayo ngenxa yokungabi khona kwamakhemikhali okuhlobene kwe-ejenti ebophayo engenhla kanye nokuntuleka kokungena kwesixhumi esibonakalayo. Ngaphansi kwesenzo samandla okugaya, lapho izinhlayiya zokugaya idayimane zivezwa esigabeni esiphezulu, insimbi yomzimba wesondo izolahlekelwa izinhlayiya zedayimane futhi ziwe ngokwayo, okunciphisa impilo yesevisi nokusebenza kahle kokucubungula kwamathuluzi edayimane, futhi umphumela wokugaya wedayimane awukwazi ukudlalwa ngokugcwele. Ngakho-ke, indawo yedayimane inezici ze-metallization, ezingathuthukisa ngokuphumelelayo impilo yesevisi nokucubungula ukusebenza kahle kwamathuluzi edayimane. Ingqikithi yayo iwukwenza izakhi zokubopha ezifana ne-Ti noma ingxubevange yayo embozwe ngokuqondile endaweni yedayimane, ngokushisisa nokushisa, ukuze indawo yedayimane yakhe ungqimba olulinganayo lokubopha amakhemikhali.
Ngokugcoba izinhlayiya zokugaya idayimane, ukusabela kwe-coating kanye nedayimane ukwenza i-metalize ebusweni bedayimane. Ngakolunye uhlangothi, i-metalized diamond surface kanye ne-ejenti yokubopha umzimba wensimbi phakathi kwenhlanganisela ye-metallurgical, ngakho-ke, ukwelashwa kwedayimane kwe-cold pressure liquid sintering kanye nokushisa okuqinile kwesigaba sintering kunokusebenza okubanzi, ngakho-ke i-alloy yomzimba wesondo yokuhlanganiswa kwedayimane yokugaya okusanhlamvu kwanda, ukunciphisa ithuluzi ledayimane ekusetshenzisweni kokugaya, ukuthuthukisa impilo yesevisi nokusebenza kahle kwedayimane.
5. Yimiphi imisebenzi eyinhloko yokwelashwa kokumbozwa kwedayimane?
1. Thuthukisa ikhono le-inlay lomzimba we-fetus ukufaka idayimane.
Ngenxa yokwanda okushisayo nokufinyela okubandayo, ingcindezi enkulu yokushisa ikhiqizwa endaweni yokuthintana phakathi kwedayimane nomzimba wesondo, okuzokwenza idayimane nebhande lokuxhumana lomzimba wengane likhiqize imigqa emincane, ngaleyo ndlela kwehlise ikhono lomzimba wesondo ombozwe ngedayimane. I-diamond surface coating ingathuthukisa izakhiwo ezingokomzimba nezamakhemikhali zedayimane nesixhumi somzimba, ngokuhlaziywa kwe-spectrum yamandla, kuqinisekisile ukuthi ukwakheka kwensimbi ye-carbide efilimini kusuka ngaphakathi kuya ngaphandle kancane kancane kuguqukela ezintweni zensimbi, okubizwa ngefilimu ye-MeC-Me, ifilimu yedayimane nefilimu iyisibopho samakhemikhali, le nhlanganisela kuphela engathuthukisa ikhono lesibopho sedayimane, noma ithuthukise ikhono lomzimba wethayi ledayimane. Okusho ukuthi, ukumboza kusebenza njengebhuloho elibophayo phakathi kwalokhu okubili.
2. Thuthukisa amandla edayimane.
Ngenxa yokuthi amakristalu edayimane avame ukuba nokukhubazeka kwangaphakathi, okufana nama-microcracks, izimbotshana ezincane, njll., lezi zinkinga zangaphakathi kumakristalu zinxeshezelwa ngokugcwalisa ulwelwesi lwe-MeC-Me. Ukucwenga kudlala indima yokuqinisa nokuqinisa. I-Chemical Plating kanye ne-plating ingathuthukisa amandla emikhiqizo ephansi, ephakathi nendawo kanye nephezulu.
3. Yehlisa ukushaqeka kokushisa.
I-metal coating ihamba kancane kunaleyo ye-abrasive yedayimane. Ukushisa kokugaya kudluliselwa kumenzeli obopha inhlaka lapho kuthintana nezinhlayiyana zokugaya, ukuze ishiswe ngenxa yomthelela osheshayo wezinga lokushisa eliphakeme, ukuze kugcinwe amandla awo okubamba ku-abrasive yedayimane.
4. Ukuzihlukanisa kanye nomphumela wokuvikela.
Ngesikhathi sokushisa okuphezulu kwe-sintering nokugaya ekushiseni okuphezulu, isendlalelo sokumboza sihlukanisa futhi sivikele idayimane ukuvimbela i-graphitization, i-oxidation noma ezinye izinguquko zamakhemikhali.
Lesi sihloko sithathwe ku-"inethiwekhi superhard material"
Isikhathi sokuthumela: Mar-22-2025





